
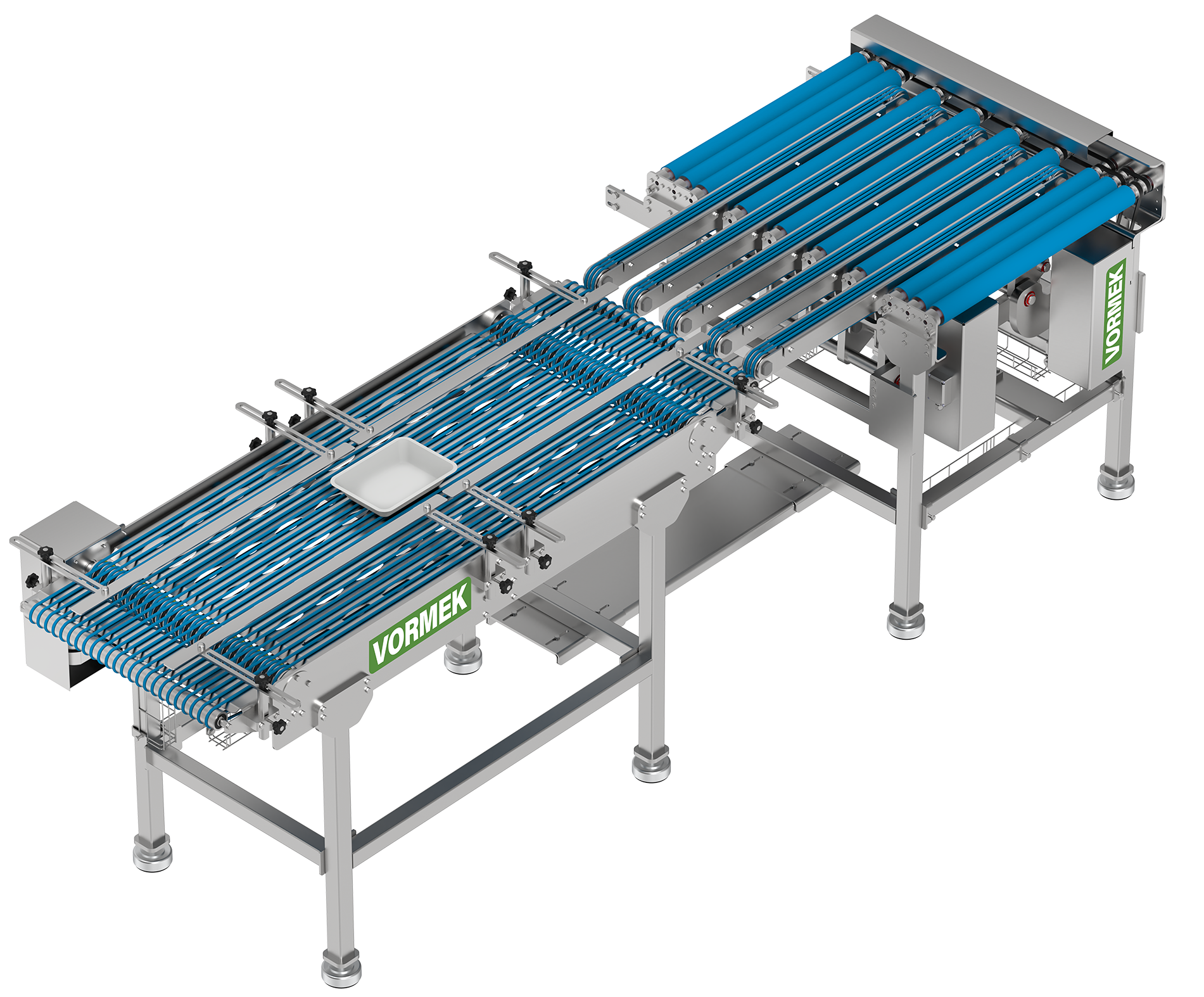
Introduction to the Vormek Converix VLM-500
Increasing production capacity consistently brings new challenges in product transfer. Many automatic tray sealers, designed to achieve higher throughput, package and discharge products in two or more parallel lanes. While this method improves packaging efficiency, downstream equipment—such as automatic labelers, jet printers, quality control systems, checkweighers, cartoners, and palletizing robots—typically require single-file product input with uniform spacing.
Consequently, many factories still rely on manual labor to convert multi-lane output into a single lane. This creates bottlenecks, increases costs, and introduces contamination risks.
At the same time, physical space constraints in many facilities make straight-line (in-line) expansion impossible. In such cases, technology that can simultaneously perform lane merging and directional changes is essential.
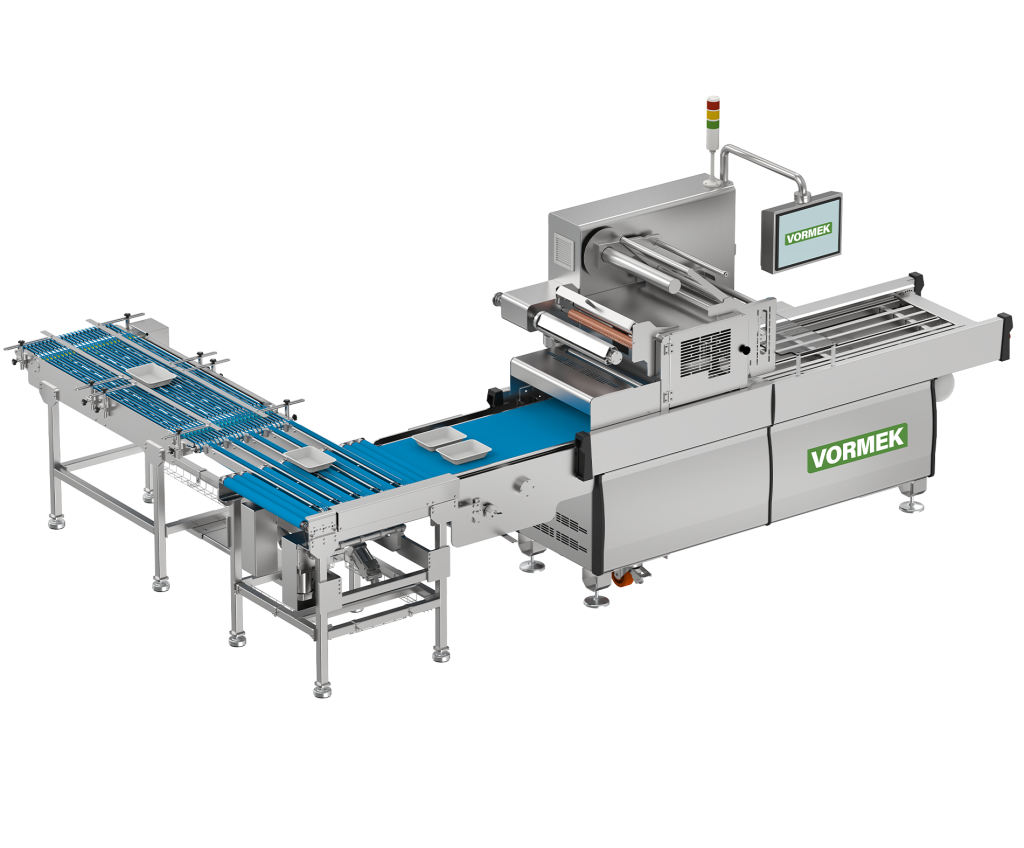
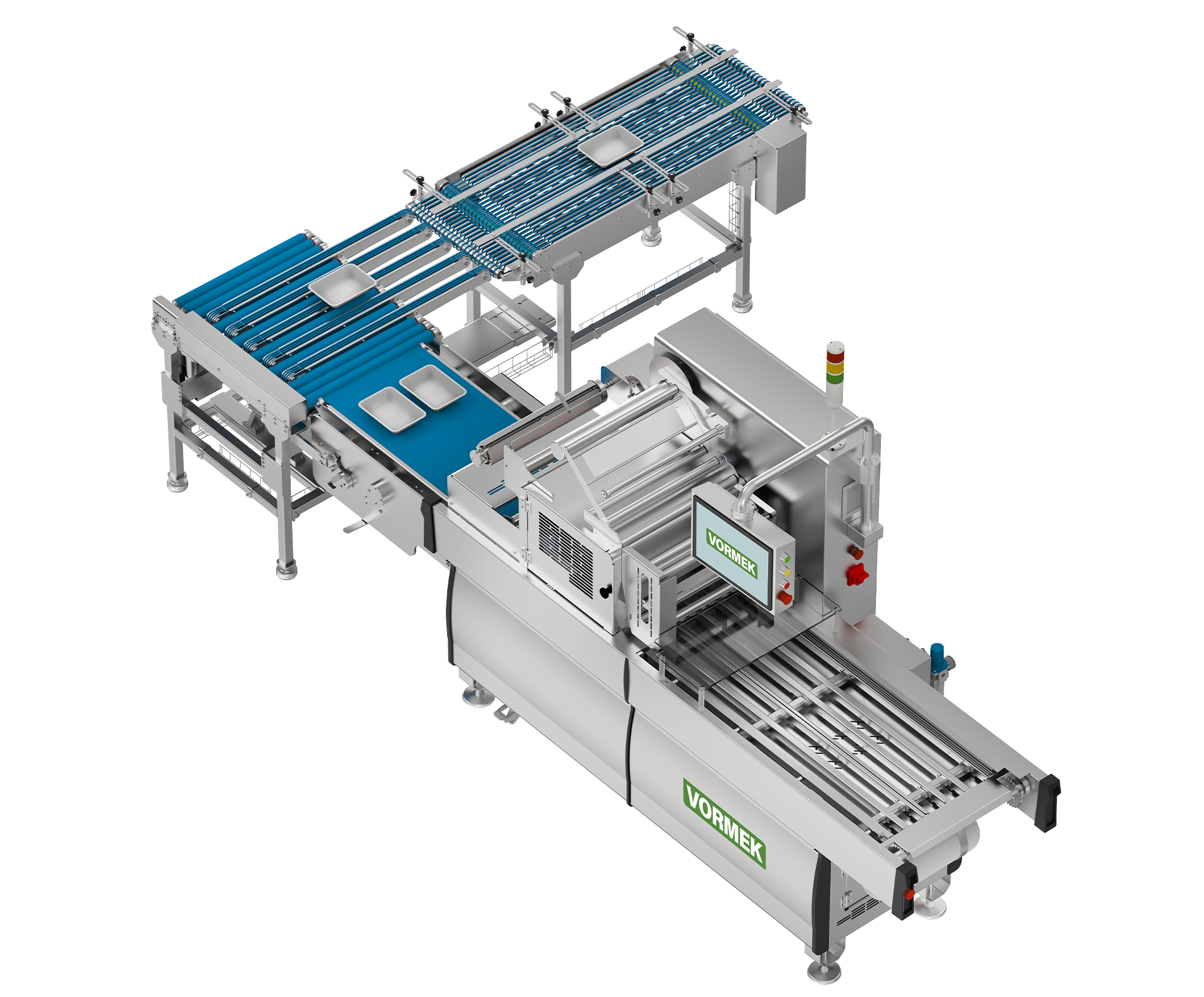
The Converix VLM-500 is an advanced engineering solution developed to address both challenges simultaneously. This system can convert multi-lane packaging machine output into a single-file flow while simultaneously redirecting product movement by 90 degrees. The result: reduced floor space requirements, elimination of manual operations, increased productivity, and a foundation for complete packaging line automation.
The Industry Challenge – The Hidden Cost of Manual Product Merging
In many food production lines, transferring output from packaging machines to downstream equipment is still performed semi-manually. Operators collect products from multiple lanes and place them onto the next conveyor in single-file order. While this may seem simple, at industrial scale it creates far-reaching consequences:
| Consequence | Description |
|---|---|
| Increased labor costs | Multiple operators required per shift |
| Line dependency on operator | Performance tied to operator availability and skill |
| Fatigue and quality decline | Performance drops during late shift hours |
| Bottlenecks during peak production | Slows overall line output |
| Unplanned stoppages | Disruptions from manual handling errors |
| Reduced downstream equipment efficiency | Inconsistent feed affects labelers, printers, and checkweighers |
| Increased contamination risk | Hand contact with products and containers |
Studies in packaging lines show that a significant portion of short-duration line stoppages are caused by product transfer and sorting issues.
Comprehensive Comparison of Lane Merging Technologies
| Criteria | In‑Line Merger | Manual Merging (Operator) | Converix VLM-500 |
|---|---|---|---|
| Operator required | No | Yes (at least 1 per shift) | No |
| 90° direction change | No | No (manual and time-consuming) | Yes (automatic) |
| Flow consistency | High | Operator skill and fatigue dependent | Very high (repeatable) |
| Speed adjustability | Yes (servo motor) | No | Yes (servo motor) |
| Easy cleaning | Yes | Limited (hand contact) | Yes (polycord belt + stainless steel) |
| Full stainless steel construction | Yes | No | Yes |
| Multi-line integration | Yes | No | Yes |
| Floor space requirement | High | Medium | Very low |
| Changeover time | Very low | High | Very low |
| Long-term maintenance cost | Very low | Labor costs only | Very low |
| Integration with automatic equipment | Full | None | Full |
| Cross-contamination risk | Very low | High | Very low |
Space Utilization – The New Manufacturing Constraint
One of the most significant limitations in today’s factories is available floor space. Rising expansion costs mean many production facilities cannot extend their packaging lines in straight configurations. Designers are increasingly turning to L-shaped, U-shaped, and multi-path layouts. However, changing product flow direction without disrupting output order requires specialized equipment.
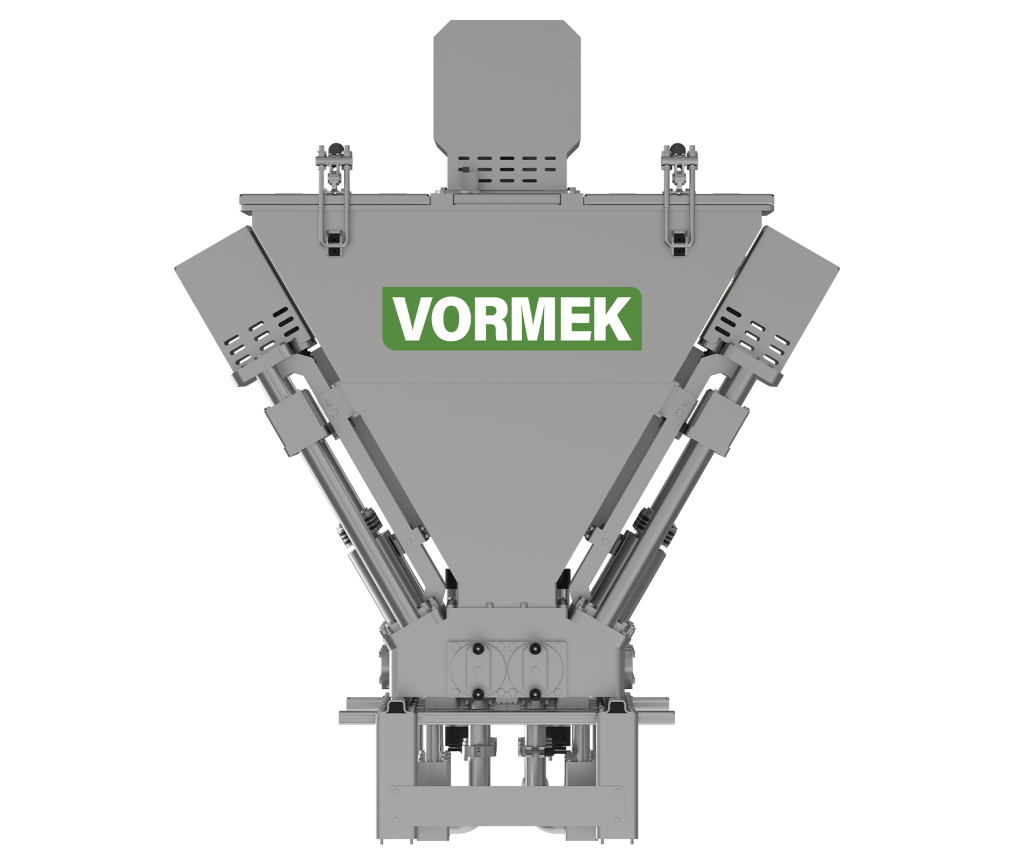
The Engineering Solution – The Pop‑Up Concept
The Converix technology is built on a simple yet highly effective engineering principle: controlled product flow redirection combined with multi-lane convergence into a single path.
Unlike conventional mergers that only perform lane consolidation, the VLM-500 simultaneously:
- Receives multi-lane output
- Accommodates various container heights
- Redirects flow by 90 degrees
- Delivers single-file output
- Synchronizes speed with downstream equipment
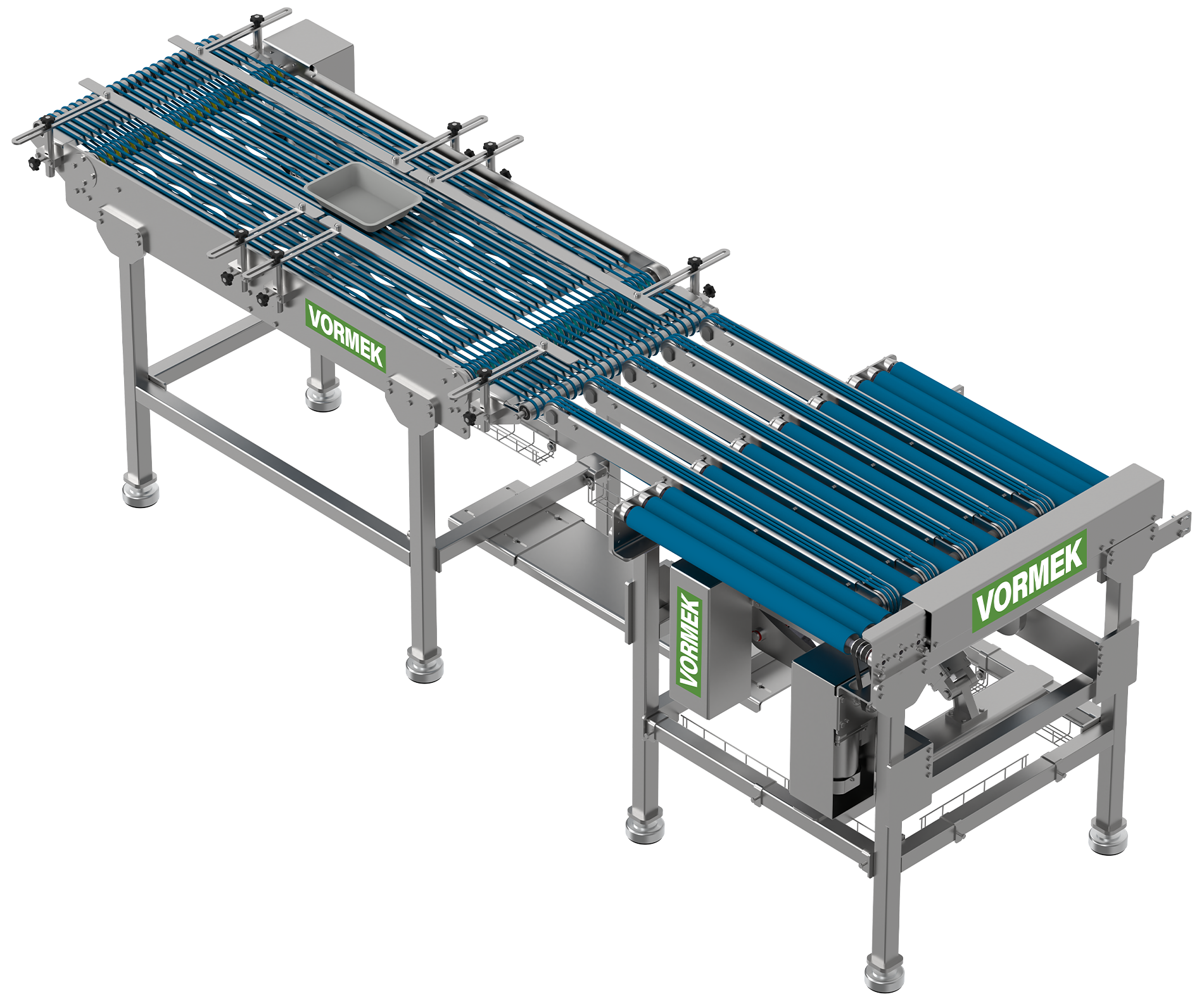
System Architecture
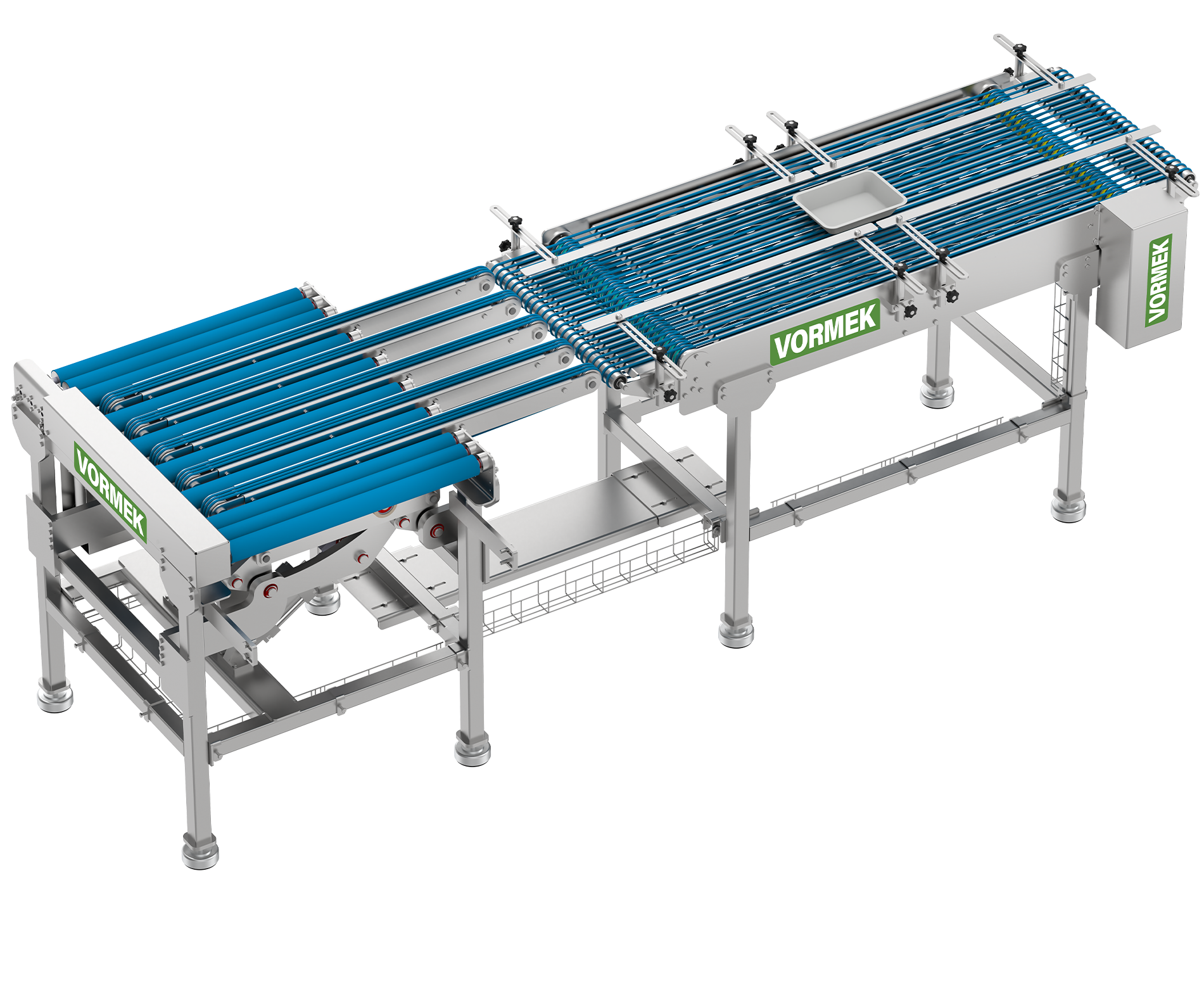
Primary Roller Transfer Module
The first section is positioned along the tray sealer’s discharge. It features transfer rollers that receive products from the machine. The Pop-Up mechanism lowers the product by approximately 4–5 cm, enabling smooth, controlled transfer to the new path.
Polycord Conveyor Module
The second section features a conveyor equipped with Polycord belts. This technology offers multiple advantages:
| Advantage | Description |
|---|---|
| Controlled friction | Smooth, non-slip movement |
| Gentle product transfer | Suitable for sensitive or lightweight containers |
| Minimal wear | Long Polyurethane belt life |
| High washability | Resistant to water and detergents |
| Debris drainage | Contaminants pass between belts rather than accumulating |
Adjustable guide rails ensure precise product guidance.
Servo Motion Control Technology
| # | Technical Feature | Operational Benefit |
|---|---|---|
| 1 | Closed-loop control with encoder feedback | Instant position error correction – no slippage or motion error |
| 2 | Precise acceleration/deceleration control | Smooth, impact-free motion – prevents container movement or spillage |
| 3 | High torque at low RPM | Low-speed operation without vibration – suitable for sensitive products |
| 4 | High dynamic response | Fast stop and start – ideal for lines with tight product spacing |
| 5 | Rated torque across full speed range | Speed adjustment from cm/s to m/s without power loss |
| 6 | Regenerative braking | 30–40% energy savings compared to conventional motors |
| 7 | Motion parameter storage in drive | Fast, repeatable setup – no recalibration required |
| 8 | Automatic fault detection and reporting | Quick diagnostics – reduced line downtime |
Integration Capabilities with Upstream and Downstream Equipment
| # | Capability | Implementation | Benefit |
|---|---|---|---|
| 1 | Synchronized input from tray sealer | Sync pulse, digital signal, or industrial communication | Automatic speed matching – no manual adjustment |
| 2 | Adjustable output for downstream equipment | Photoelectric sensor + adjustable pitch and delay | Prepares containers for labelers, printers, and inspection systems |
| 3 | Recipe storage | Minimum 10 recipes (speed, acceleration, pitch, delay) | Fast product changeover < 5 minutes – reduced downtime |
| 4 | Standard communication interfaces | Modbus TCP, Profinet, EtherCAT, Profibus, Digital I/O | Easy connection to central PLC and SCADA – full factory integration |
| 5 | Reject signal input from inspection systems | Dedicated digital input for error signal | Automatic removal of defective products – improved output quality |
| 6 | Status feedback output | Ready and Error signals to main PLC | Real-time monitoring – remote diagnostics |
| 7 | Connection to central factory control | Industrial network (Profinet / EtherCAT) | Production data logging, reporting, and line optimization |
Operational Capabilities – VLM-500
| # | Operation | Description |
|---|---|---|
| 1 | Multi-lane input reception | Accepts products from 2, 3, or 4 parallel lines |
| 2 | 90° direction change | Redirects product flow to the right or left |
| 3 | Single-file output | Converts multiple lanes into one orderly line |
| 4 | Speed synchronization | Matches upstream and downstream equipment speeds |
Multi‑Line Integration Capability
A key advantage of the VLM-500 is its ability to integrate multiple production lines. In large factories with parallel tray sealers:
- Each output is handled by an independent Pop-Up unit
- All paths merge into a single main line
This enables highly compact, high-capacity production layouts.
Hygienic Design Principles
All machine sections are developed according to food industry hygienic design principles:
- Full 304 stainless steel construction
- Complete washability
- Corrosion resistance
- No contamination trap points
- Minimal human contact with products
Polycord vs. Flat Belt Comparison
| Feature | Flat Belt | Polycord Belt – VLM-500 |
|---|---|---|
| Container movement | Smooth, but may slip | Smooth and controlled |
| Debris handling | Debris remains on belt → container contamination | Debris passes between belts |
| Cleaning | Requires complete belt removal | Easy in-place cleaning |
| Food contact compliance | Requires Food Grade certification | Standard Food Grade |
| Maintenance | Requires periodic tension adjustment | Automatic tensioning |
| Lifespan | Medium | High |
| Moisture and detergent resistance | Medium | High |
Application Scenarios
| Scenario | Description | Key Benefit |
|---|---|---|
| Single line with length constraints | No space for straight equipment layout | 90° direction change; L-shaped layout |
| Tray sealer with 3-lane output | Output is 3 lanes; must convert to single file | Lane merging + direction change simultaneously |
| Factory with 2 parallel tray sealers | Two machines side by side; output must be unified | Merging two outputs into one single flow |
| Factory with 3–4 parallel tray sealers | Multiple packaging lines must converge to common output | Multi-line integration capability |
| Lines requiring frequent cleaning | Sticky or spill-prone products contaminate conveyor | Polycord belt with debris passage capability |
Technical FAQ
| Question | Answer |
|---|---|
| What is the maximum container width accepted? | Depends on configuration; customizable. Please consult the technical team. |
| Can the machine be adjusted for different container heights? | Yes. Guide rails and height are adjustable. |
| Can the machine connect to the factory’s central PLC? | Yes. Equipped with standard industrial communication interfaces. |
| Are spare parts available in Iran? | Yes. Vormek provides local spare parts supply. |
| What is the warranty period? | 12 months (extendable). |

{kind=link}
{kind=link}
{kind=link}
{kind=link}